

REQUEST A QUOTE
Ready to speak with a pro?
Do you have a part in mind that you would like quoted?
Please tell us more about your part by submitting this form and we will get back to you shortly.
You can also call 952.935.4100 to talk to one of our custom services specialists.
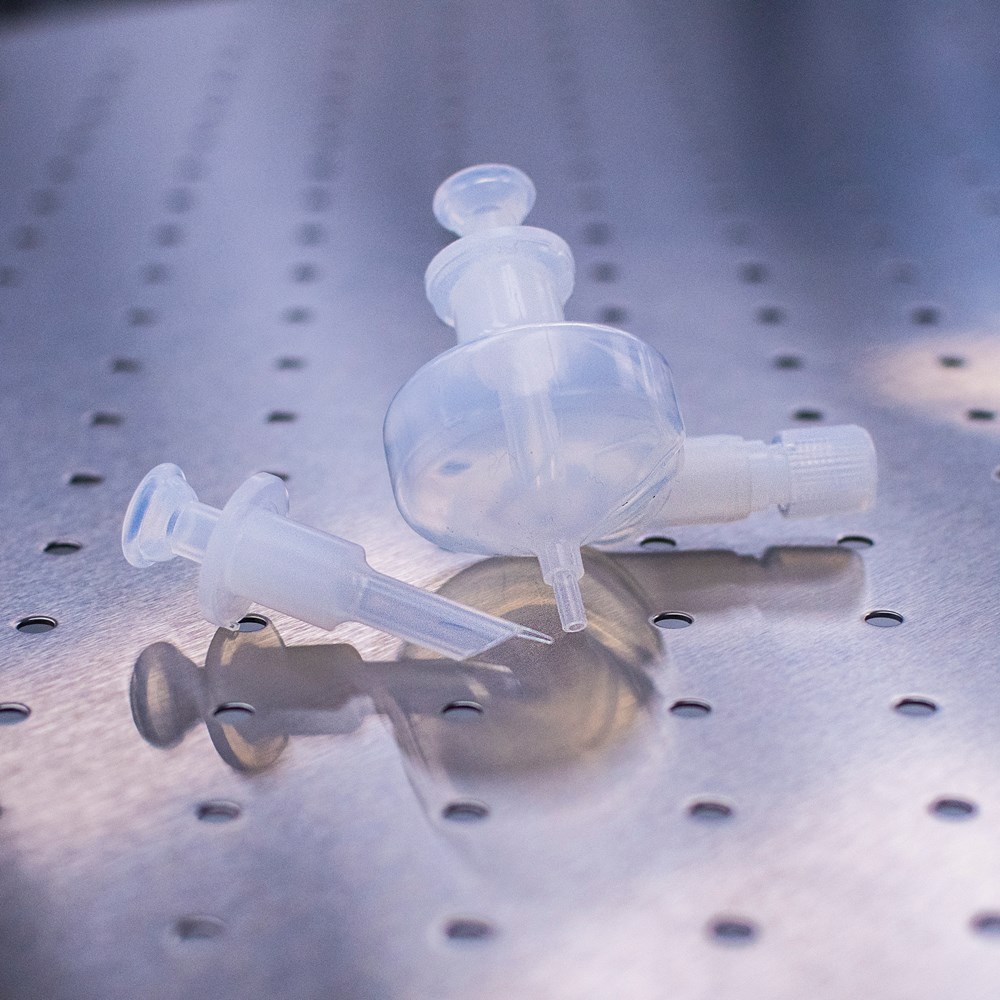
Custom Capabilities | Ultra Clean Injection Molding and More

Custom Engineered Solutions - Injection Molding and More
Savillex is a world leader in custom engineered fluoropolymer products. With over 40 years experience in molding fluoropolymers, our experience and commitment to quality is unsurpassed. Our custom engineered products are used all over the world, in a very diverse range of applications - from supporting fuel lines in passenger aircraft to reducing ear infections in children.
We handle the entire process from quotation request through to production of the finished product. Our tooling is designed and manufactured in house, enabling us to work very quickly and with flexibility to meet your needs. We consult with our customers at every stage in the process, from resin grade recommendation through to tool design, to ensure that the final product precisely meets the customer's needs.
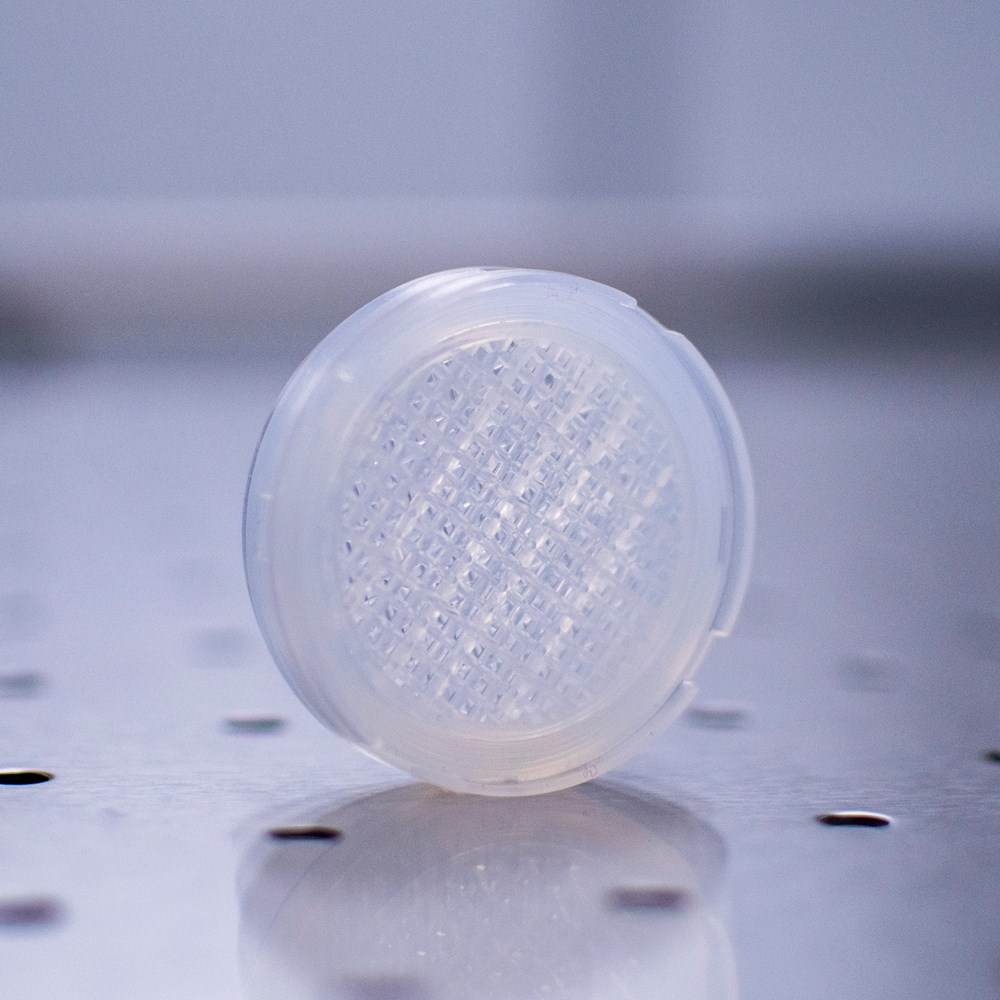
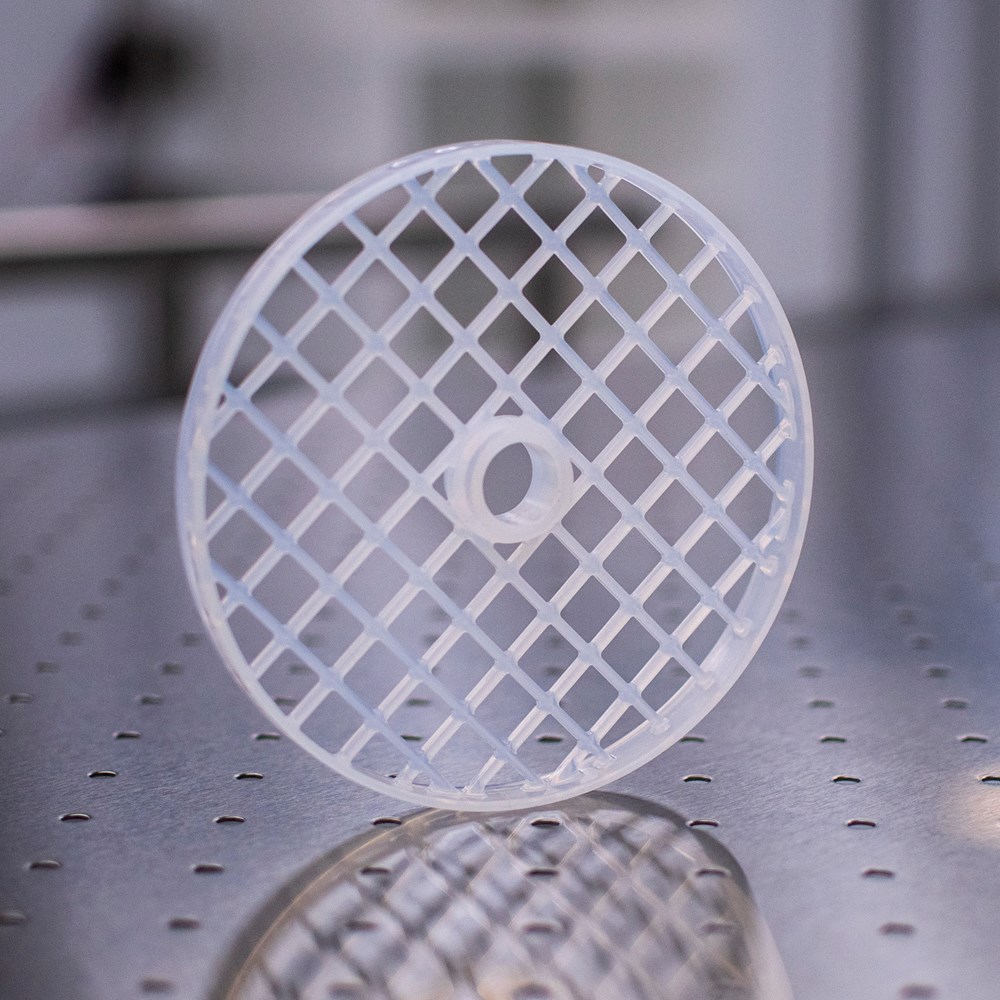
Employing both ultra clean plastic injection molding and our unique stretch blow molding technology, and an extensive array of secondary operations including fluoropolymer welding and laser marking, we offer an unmatched range of capabilities in custom molded products. Many companies have found that injection molded PFA custom products from Savillex offer many benefits over traditional machined PTFE. Visit our blog to find out how switching to molded PFA can reduce costs, improve function, and reduce trace metals contamination, or submit a quotation request form for immediate review and response.
As a global leader in the supply and support of fluoropolymer injection molding and blow molding solutions, below are just some of our capabilities:




Available Polymers
Savillex can custom injection mold every commercially available fluoropolymer resin – from PFA, FEP, ETFE and PDVF to ECTFE and PCTFE. Stretch blow molded products can be designed and developed under strict quality control in either PFA, FEP or ETFE. Our fluoropolymers page has a wealth of information on each resin type and its properties, including chemically resistant plastic applications. We can also custom injection mold other polymers including PEI (Ultem) and polypropylene. Every application is different – consult with Savillex to find the exact resin type and grade for your needs.
Engineering Development
Design Engineering
We use Solidworks design stations to design parts for manufacturability (molding and secondary operations). We use mold fill simulations to optimize tool design and prevent costly tooling rework
With over 100 years combined experience and knowledge of fluoropolymer materials and deep understanding of material compatibility with fluoropolymers, Savillex provides the design engineering support critical for a successful outcome to a custom services project.
Molding Simulation
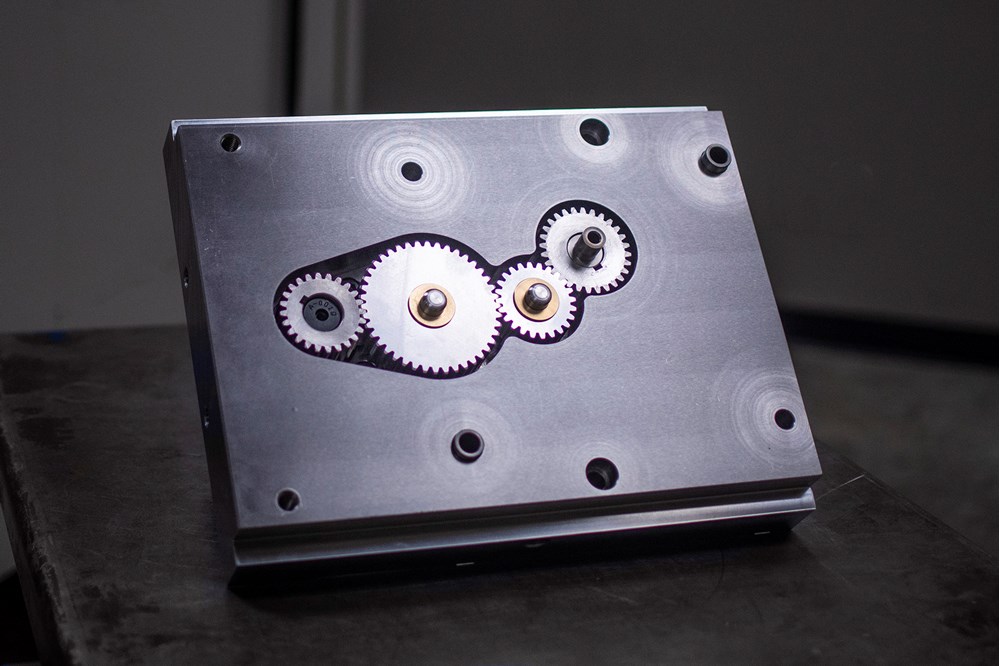
Savillex utilizes the most current injection molding simulation tools available. These tools allow us to accurately optimize design features to prevent costly tooling rework, identify potential processing problems and accurately estimate cycle times. Eliminating the chance of surface defect formations, short shots, and sink marks are just a few defects that can be prevented during the design phase. The video below illustrates how we use molding simulation software to design the molding tool for highest performance. The colors represent the temperature of the molten fluoropolymer as it fills the tool cavity. In this case the part is one piece of a pair of PFA tongs.

REQUEST A QUOTE
HAVE A PART IN MIND YOU'D LIKE QUOTED?

Let's Explore
Need to connect with a technical specialist?
Tooling Capabilities
Tool design
We utilize both Solidworks and Mastercam for Solidworks packages in our injection and blow mold tool design. This enables us to quickly build and visualize parts, and then to design the tool around the part.
Designing tools that impart the lowest trace metals contamination
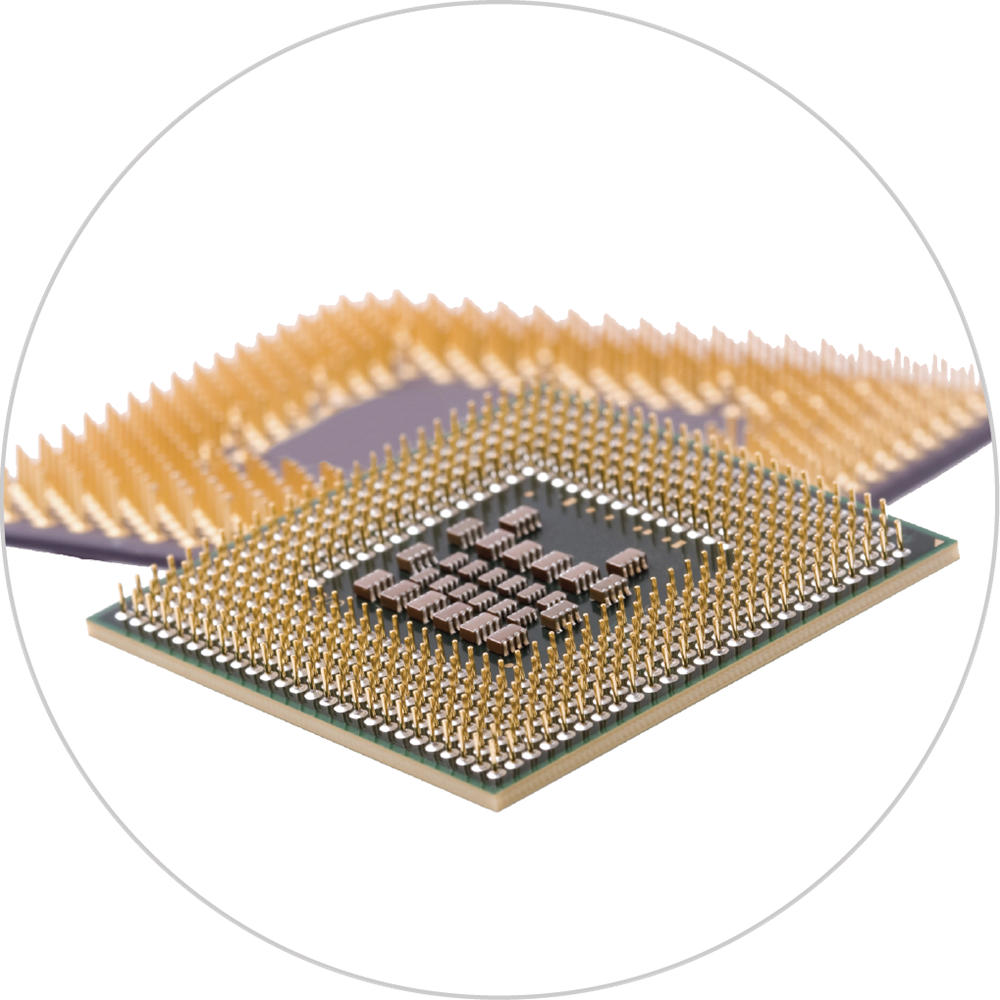
Our semiconductor customers demand parts as free as possible from trace metal contaminants. Over the past 30 years, we have learned how to produce tools that impart the lowest possible metals contamination to the parts we mold.
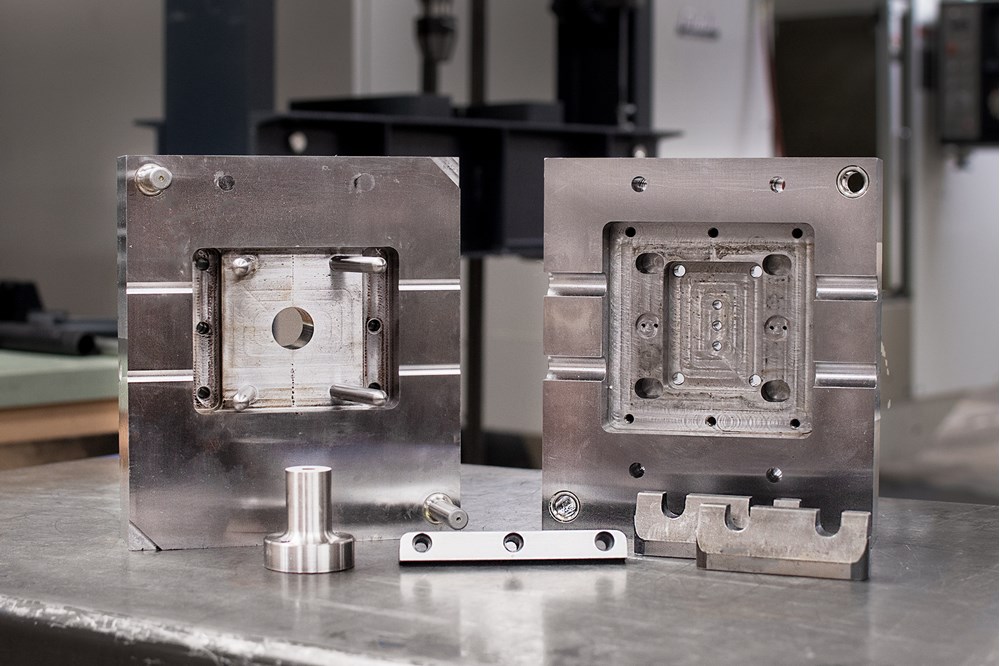
Fabrication
Tooling is designed and manufactured in house right here at Savillex, giving us speed and flexibility that our customers really appreciate. Our customers speak directly with our engineers and tooling manager, with transparency into our manufacturing process from the design phase right through to the completed part.
Ability to make changes and modifications quickly
Because we manufacture our tooling in house, should any modifications be needed during part qualification, we are able to respond very quickly.
Single cavity, multi cavity and family tools
Our flexibility in tool design and scalability allows our customers to easily expand production capacity in a cost effective manner as their needs change.
Unscrewing molds, insert molds and overloading capabilities
Our wide array of mold design capabilities allows us to meet our customers’ needs no matter how complex the part.
Tooling maintenance
When a customer contracts with us to build a tool, the tool becomes the property of the customer. Maintenance is carried out by Savillex at no charge for as long as the tool is in our possession.
Tool transfers
We are able to accommodate tool transfers where our customers need to consolidate part manufacture. Send us your existing tool, we will inspect it, quote for any repairs necessary, and maintain it while it is in our possession.
Molding Capabilities
Injection Molding
Injection molding press sizes
Our Injection molding presses range in size from 110 to 380 tons, allowing us to mold from under a gram to over 2kg
Molded parts size
We have the capability to design and mold parts from a few mm up to 30cm long and 50cm in diameter.
Automation
We have installed automated work cells on several of our presses, improving repeatability and increasing throughput capabilities.
Reducing environmental contamination
Contamination control is a priority at Savillex and several of our ultra clean injection molding presses have ISO Class 7 enclosures around the feed hopper and tool area. HEPA enclosures also protect parts from airborne contamination as they exit the work cell.


Stretch Blow Molding
Proprietary technology
Savillex is the only company in the world that can stretch blow mold fluoropolymers. In order to accomplish this, we had to build our own stretch blow molding equipment, designed specifically to manufacture fluoropolymer chemically resistant plastic bottles.
ISO class 7 cleanroom manufacturing
One benefit of stretch blow molding is the compact size of the molding equipment used. This has enabled us to perform the blow molding process inside an ISO Class 7 cleanroom, protecting parts from airborne contamination.
Bottle size range
We are able to stretch blow mold bottles from 50 mL to 2 L, in PFA, FEP and ETFE. We can blow mold custom designed bottles and other shapes as required.
Secondary Operations
Machining
Not all parts require secondary operations after molding, but we have the capability to perform a wide range of machining operations in our specialized secondary operations machine shop.
Surface Finishing of Fluoropolymer Parts
We have unmatched capabilities in machining fluoropolymers to low RA values and our custom pump housings are used in the most challenging semiconductor pump applications.


Assembly and Post-Cleaning
A wide range of assembly operations, from very simple to very complex, is available. For some semiconductor customer we perform acid cleaning to remove ultratrace contamination through assembly operations.
ISO Class 7 Cleanroom Assembly
In addition to our blow molding cleanroom we have a large ISO Class 7 clean room for assembly and can also offer sterilization of parts to accepted GMP standards.
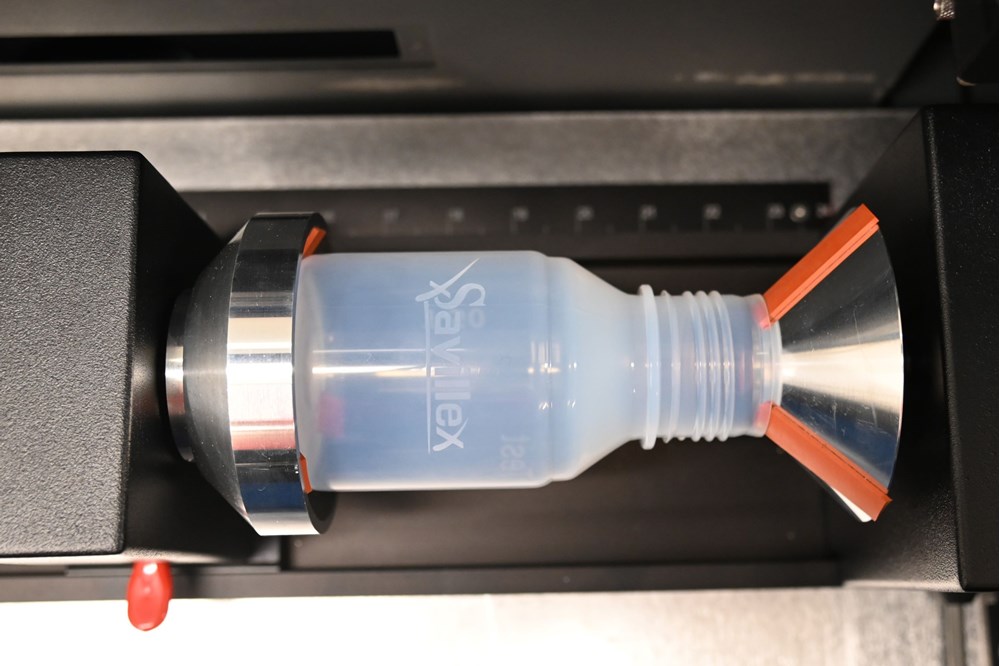
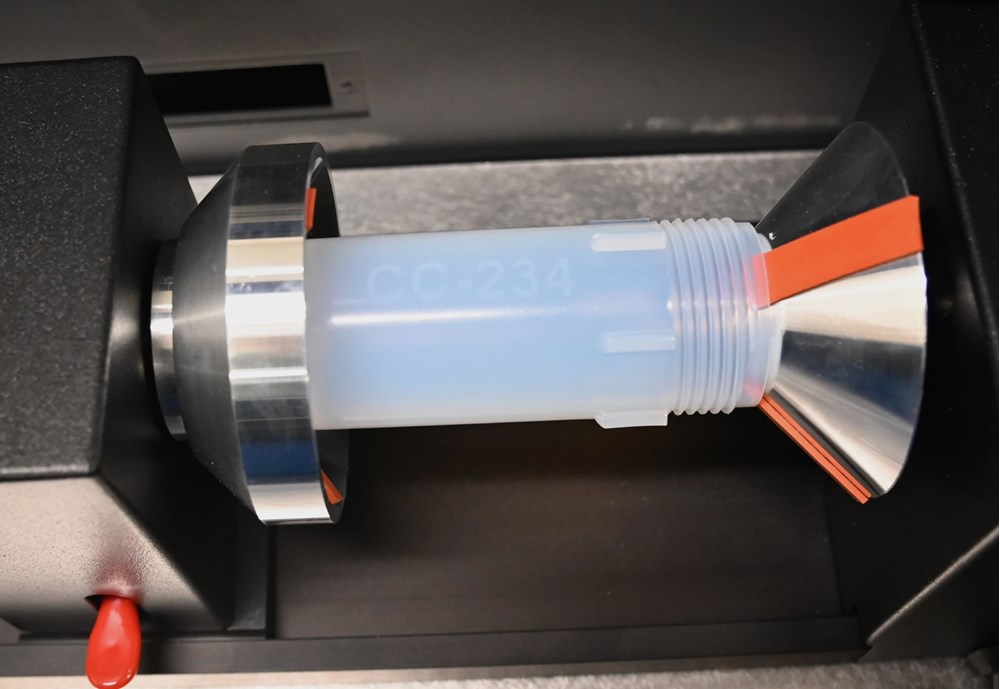
Laser Engraving
Take the functionality and uniqueness of your custom parts even further with Savillex laser engraving capabilities. Our in-house engraving unit works by delivering high levels of energy to the surface of your product, thus vaporizing the material into fumes to engrave deep, permanent markings. The laser utilizes an air-cooled source, which helps keep the process simple while delivering consistent power for more reliable and accurate results.
Compared to stamping and other laser marking techniques, laser engraving is faster, more durable, and imparts less stress on the part. It also provides advantages specific to fluoropolymers – causing no impact on their chemical and temperature-resistant properties and standing as the only technique that can produce reliable results for ultra-clean resins. This is a significant benefit for those engaged in cryopreservation, acid washing, and similar sensitive use cases.
Savillex laser engraving is a great value-add for a variety of applications in the life sciences, manufacturing, and semiconductor industries, including:
- Logos – Add your branding to any custom part
- Date Codes – Know precisely when your part was manufactured
- Use Matrices – Keep track of number of uses without needing stickers or other markings
- Unique Identifiers – Graduation marks, product names, and much more
Save time and the need for additional vendors with our one-stop laser engraving service. Getting set up and started is simple – just click here to submit your request.
Fusion Welding
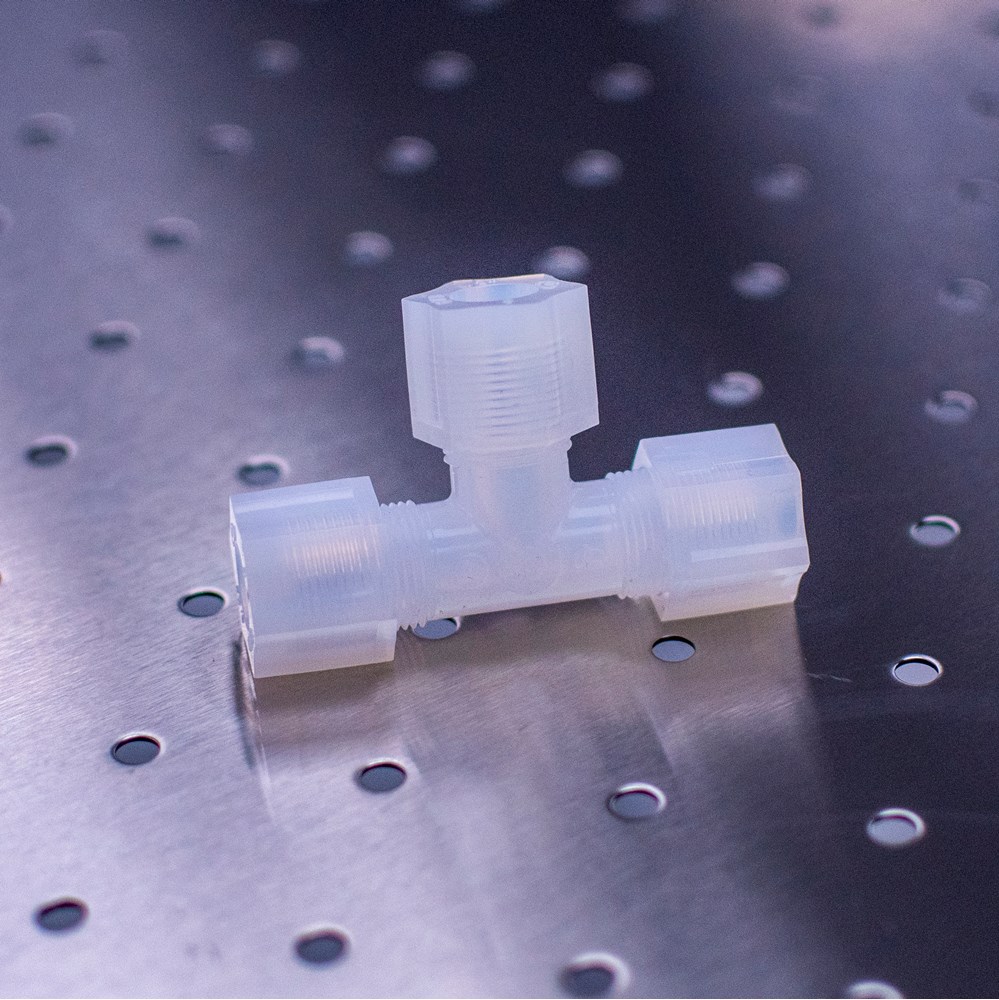
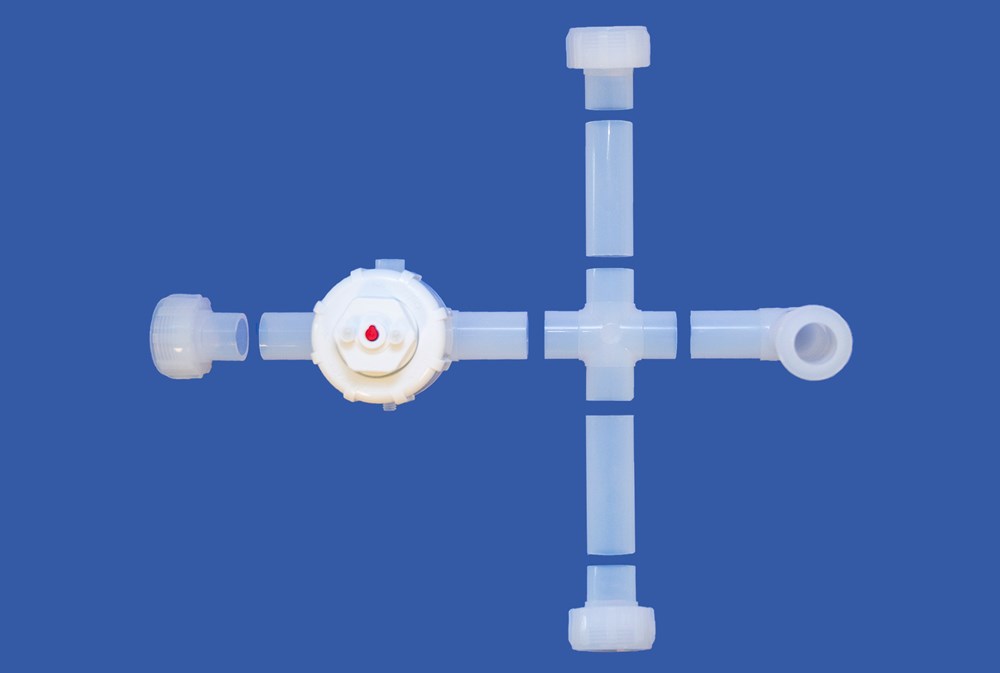
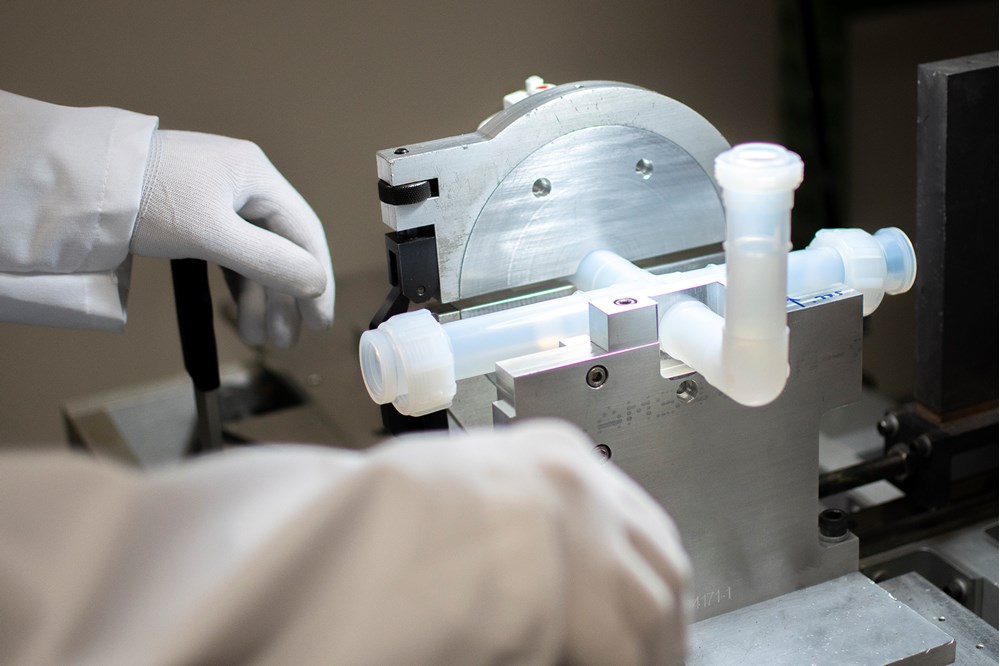
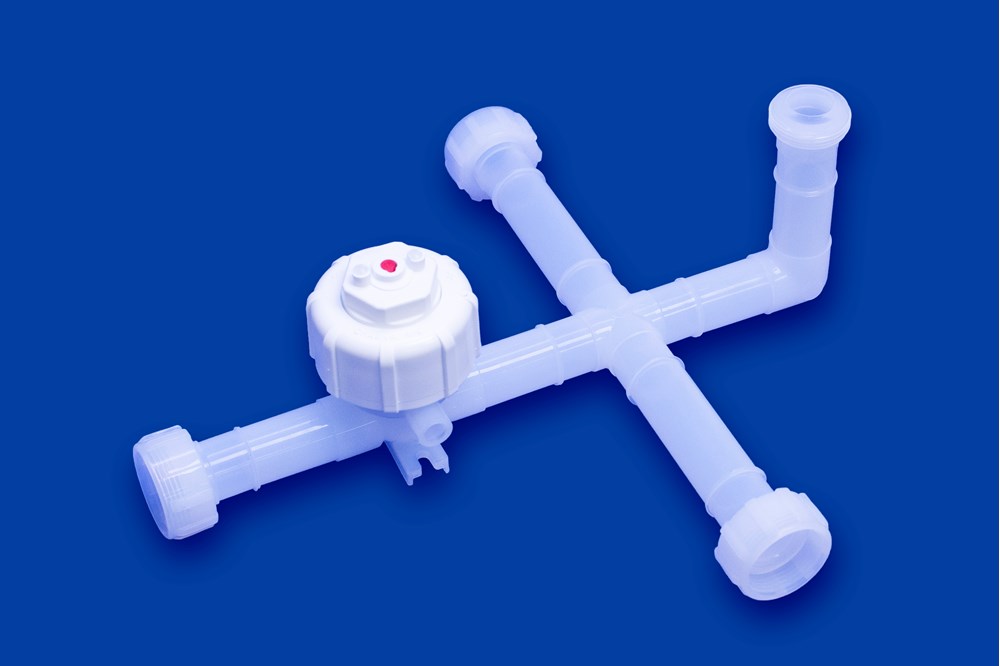
Savillex has developed proprietary, non-contact fusion welding equipment with techniques that give us the capability of fabricating high purity custom fluoropolymer assemblies. Valves, fittings, and pipes are examples of the types of fluoropolymer parts that Savillex fusion welds into assemblies.
As a supplier to semiconductor, pharmaceutical, chemical processing, and medical industries, Savillex has the capability to weld parts as diminutive as Ø .094” and as substantial as Ø 8.0”. And unlike other welding techniques, non-contact welding introduces zero contamination since no welding rod is used. The PFA components are simply fused together. If required, Savillex can supply assemblies that have been autoclave sterilized and packaged in a Class 7 cleanroom.
We make the process easy. We will work with you to gather all the necessary requirements, engineer a design to fit your specific needs and provide you with a quote. Once approved, we move forward quickly to fabricate your assemblies and get them to you.
Contact us today to discuss your project.
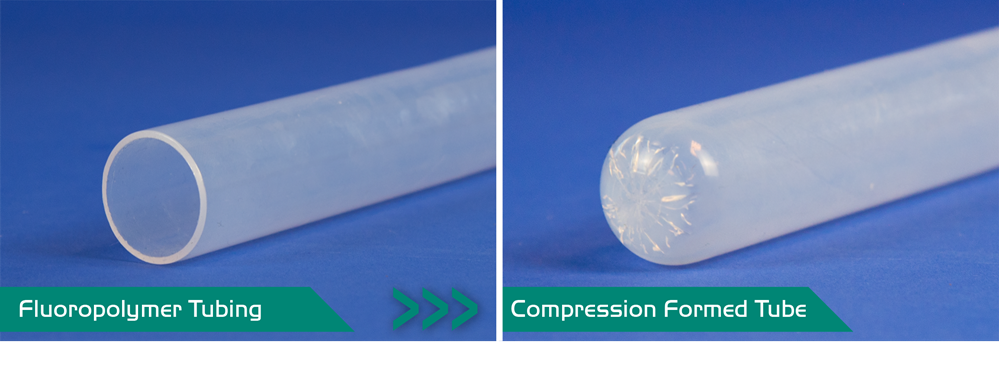
COMPRESSION FORMING
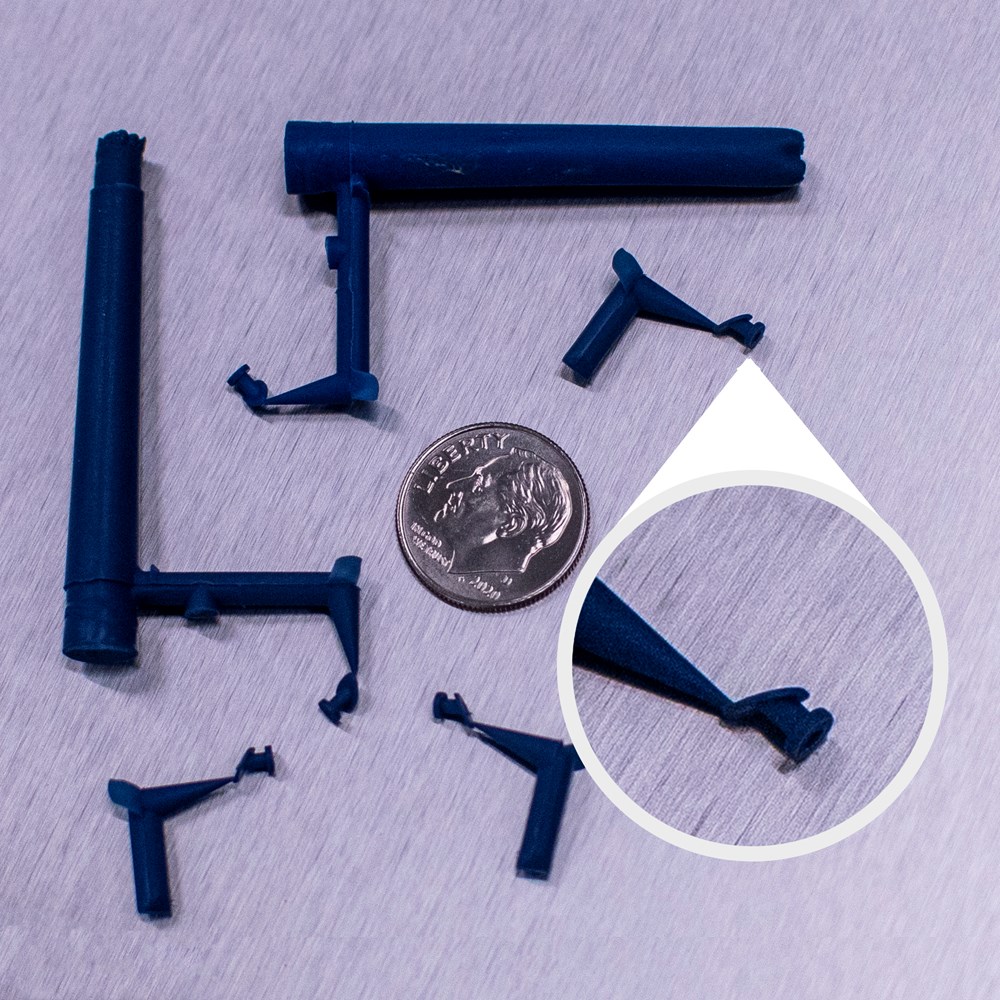
Fluoropolymers are very difficult to mold in thin-walled sections and in long, tube-like shapes. In response, Savillex has developed a new Compression Forming Technology that enables the manufacture of thin-walled fluoropolymer closed-end tubes. End tube configurations can be in the form of a rounded test tube shape, conical shape, flat end, or other custom designs.
Applications for these compression-formed fluoropolymer products include microwave digestion liners, block digestion tubes for acid digestion, disposable tube liners, or any other application for closed end tubes where very low or high temperature resistance (-200oC to 260oC), freedom from trace metals or chemical inertness is required.
Qualification
Product testing
Our engineering lab has a wide array of capabilities including leak testing and pressure decay testing, to ensure that all parts we design meet specifications under extreme conditions. Our lab also features an ICP-MS (inductively coupled plasma mass spectrometer) for testing and developing our ICP-MS sample introduction products.
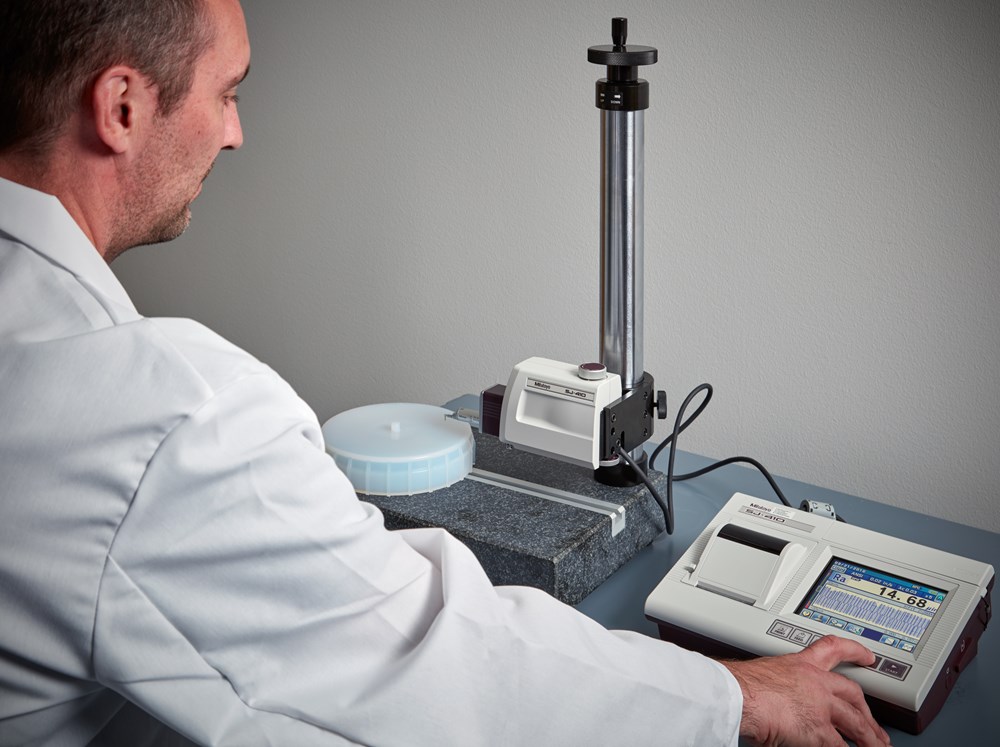
Dimensional Inspection
Our extensive range of metrology equipment allows us to inspect parts for dimensional accuracy, both during part qualification and ongoing quality assurance.
Ultratrace Metals Testing
Our semiconductor customers are the most demanding in the world when it comes to freedom from trace metals contamination in the parts they use. Aside from our tool design knowhow, environmental protection during manufacturing, we also invest heavily in ultratrace metals testing of parts we produce and also of the fluoropolymer resins that we use. No one understands how to produce fluoropolymers as free from metallic contamination as we do.

REQUEST A QUOTE
HAVE A PART IN MIND YOU'D LIKE QUOTED?
Let's Explore
Need to connect with a technical specialist?
Fluoropolymers | Fluoropolymer Injection Molding
FLUOROPOLYMER RESIN
Enjoy Enhanced Chemical Resistivity with Custom Fluoropolymer Molding
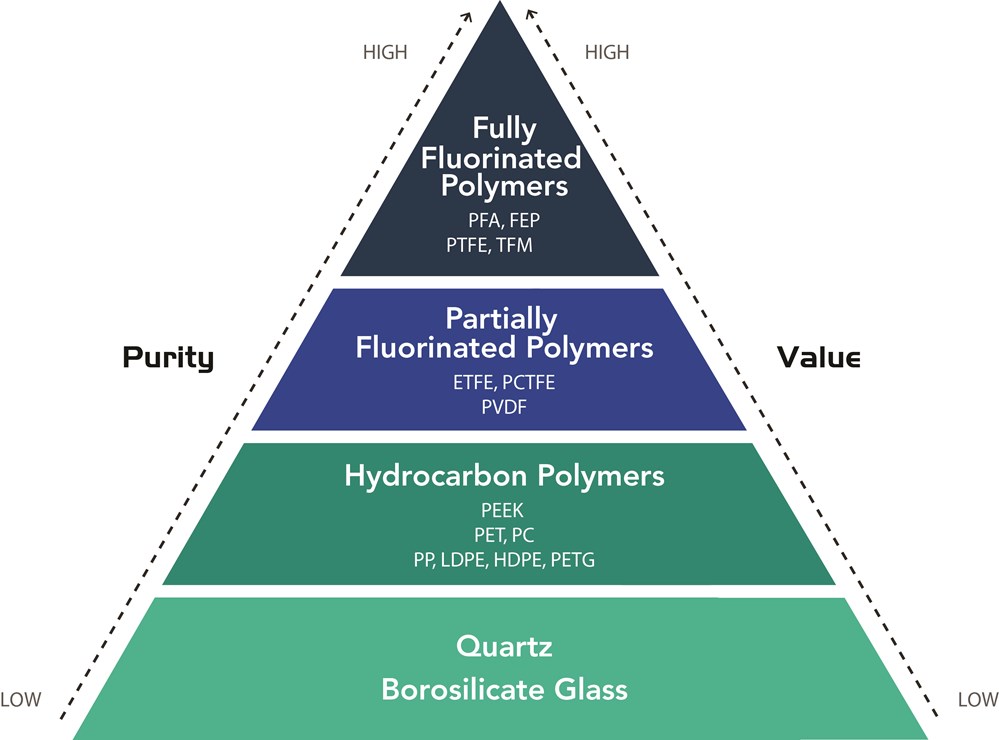
Fluoropolymers can be broadly separated into two categories: melt processable and non-melt processable. Melt processable fluoropolymers, also referred to as thermoplastics, are manufactured into products by injection molding, blow molding or rotational molding. Non-melt processable fluoropolymers, as the name suggests, cannot be heated into a molten state for molding and must be either machined or compression molded. Savillex specializes in melt-processable fluoropolymers including PFA, FEP, PVDF, ETFE and manufactures high performance products with chemical resistivity by injection molding and stretch blow molding. Products made from non-melt processable fluoropolymers (PTFE and modified PTFE) are not manufactured by Savillex.
Savillex has supply agreements with both of the leading suppliers of fluoropolymer resin - Chemours™ and Daikin, and uses the highest purity grades of resin available from both companies in the manufacture of Savillex products, and for your own fluoropolymer injection molding needs
A description of the properties and performance of the commonly used fluoropolymers if given below. Physical characteristics of each of the resins listed below is given in the Resin Comparison Chart.
Resin Comparison Chart
Melt Processable Fluoropolymers
PFA
PFA has some unique properties which make it the only choice for many critical applications, including plastic bottles manufacturing. It has the widest wide working temperature range of any fluoropolymer, is inert to virtually every chemical, has very high lubricity and non-stick properties, and is available in very high purity grades (ultra-low organic extractables and trace metal content). PFA is translucent in appearance. It is widely used in the semiconductor industry and also used in sample preparation systems for trace metals analysis. One drawback is that it cannot be sterilized by irradiation (it must be steam sterilized, which is less convenient).
Compared to PTFE, PFA has a significantly higher dielectric strength. It also has greater creep resistance and can be welded using IR heat, which offers much greater fabrication possibilities. Savillex can mold PFA products in various grades of PFA resin depending on the requirements of the application. If ultimate freedom from trace metal content is not required, then use of a slightly lower grade of resin saves cost and reduces part price. At Savillex we routinely test resin for over 60 elements at ultratrace levels and can recommend the most appropriate grade for every application. PFA is an excellent choice for many fluoropolymer injection molding needs.
FEP
FEP has very similar properties to PFA and in some cases can be a direct alternative. Like PFA, FEP has great chemical resistivity, very high lubricity and non-stick properties, and is available in very high purity grades (ultra-low organic extractables and trace metal content). The main differences are a lower maximum working temperature range (200oC vs 260oC for PFA), and lower cost. FEP is also less translucent than PFA, being almost transparent. Savillex uses the highest purity grades of FEP resin which has very similar trace metals content to high purity PFA. Lower purity grades of FEP are widely used in wire and cable applications.
PVDF
PVDF (KynarTM) has a narrower working temperature range than PFA and PTFE and is less chemical resistant (it can in fact be dissolved in polar solvents). It is available in high purity (low metals) grades, but not as high purity as PFA or FEP. It is however very strong with a high impact strength and has excellent resistance to tensile creep. A benefit for biopharma applications is that it is gamma stable and can therefore be sterilized by irradiation. It is widely used in automotive and Li battery applications, and also in semiconductor and biopharma. It is also approved for food use.
ETFE
ETFE (TefzelTM) does not quite have the chemical resistance or the ultra-low metals content of PFA/FEP. It is, however, hard, has high tensile strength and good abrasion resistance. Working temperature range is wide – close to FEP. Traditionally used in wire and cable, a new application of ETFE is in bioprocessing where it’s wide temperature range, combined with gamma stability (for sterilization) makes it uniquely suited for low temperature storage of bulk drug substance.
Materials Comparison
ECTFE
ECTFE (HalarTM) does not quite have the chemical resistance or the ultra-low metals content of PFA/FEP. Like PVDF, It is very strong with a high impact strength, and has good mechanical properties, and very high surface smoothness. It is virtually transparent. Anti-stick properties are better than PVDF and closer to PFA. It is gamma stable and can therefore be sterilized by irradiation, which is a benefit for biopharma. Its working temperature range is narrower than PFA and FEP.
PCTFE
PCTFE does not quite have the chemical resistance or the ultra-low metals content of PFA/FEP. It is hard and strong and can be formed into transparent sheet. This combined with excellent barrier properties (gas and moisture) makes it ideal for pharma product packaging. It is gamma stable and can therefore be sterilized by irradiation, which is also a benefit for biopharma. Its working temperature range is narrower than PFA and FEP.
NON-MELT PROCESSABLE FLUOROPOLYMERS
Materials below are not injection moldable and not offered by Savillex but shown for comparison purposes.
PTFE
Like PFA, PTFE has a very wide temperature range, excellent lubricity and non-stick properties, and very high chemical resistance. Unlike PFA, PTFE is not melt processable and must be compression molded and/or machined. High purity grades of PTFE resin are not readily available (with the exception of modified PTFE in certain cases), and compression molding techniques are typically less “clean” than injection molding. When PTFE is purchased as rod stock prior to machining into the final part, trace metal purity is essentially unknown. There are many suppliers of PTFE resin, with very widely differing levels of metals content. The machining steps involved in manufacturing PTFE parts can add significant metal contamination. PTFE is widely used in industrial and consumer products. Although PTFE is also widely used in the semiconductor industry, PFA is used for applications where trace metals content is important.
Modified PTFE
Modified PTFE (sometimes referred to as TFM) has lower porosity compared to PTFE. However, porosity is still much higher than injection molded products. Other properties are similar to PTFE. The machining steps involved in manufacturing parts from modified PTFE can add significant metal contamination.
WHAT IS TEFLONTM
TEFLON™
The name TEFLON™ is often used incorrectly when referring to products made from fluoropolymers. For example, it is common to see the terms Teflon bottle, Teflon vial, Teflon cap etc. in scientific literature. In addition, many people assume that TEFLON™ is PFA. In fact, TEFLON™ is a registered trademark of Chemours™ (formerly known as DuPont), and refers to all fluoropolymer resins (PFA, FEP and PTFE) manufactured by Chemours™. A product such as a PFA bottle may only be called a TEFLON™ bottle if it is manufactured from TEFLON™ resin.
NEOFLON™
In a similar way, NEOFLON™ is a trademark of Daikin Industries Ltd. and is the product name for a wide range of fluoropolymer resins manufactured by Daikin. Savillex has supply agreements with both Chemours™ and Daikin, and uses the highest purity resins available from both companies in the manufacture of Savillex products.
MELT PROCESSABLE FLUOROPOLYMERS
PFA
PFA has some unique properties which make it the only choice for many critical applications, including plastic bottles manufacturing. It has the widest wide working temperature range of any fluoropolymer, is inert to virtually every chemical, has very high lubricity and non-stick properties, and is available in very high purity grades (ultra-low organic extractables and trace metal content). PFA is translucent in appearance. It is widely used in the semiconductor industry and also used in sample preparation systems for trace metals analysis. One drawback is that it cannot be sterilized by irradiation (it must be steam sterilized, which is less convenient).
Compared to PTFE, PFA has a significantly higher dielectric strength. It also has greater creep resistance and can be welded using IR heat, which offers much greater fabrication possibilities. Savillex can mold PFA products in various grades of PFA resin depending on the requirements of the application. If ultimate freedom from trace metal content is not required, then use of a slightly lower grade of resin saves cost and reduces part price. At Savillex we routinely test resin for over 60 elements at ultratrace levels and can recommend the most appropriate grade for every application. PFA is an excellent choice for many fluoropolymer injection molding needs.
FEP
FEP has very similar properties to PFA and in some cases can be a direct alternative. Like PFA, FEP has great chemical resistivity, very high lubricity and non-stick properties, and is available in very high purity grades (ultra-low organic extractables and trace metal content). The main differences are a lower maximum working temperature range (200oC vs 260oC for PFA), and lower cost. FEP is also less translucent than PFA, being almost transparent. Savillex uses the highest purity grades of FEP resin which has very similar trace metals content to high purity PFA. Lower purity grades of FEP are widely used in wire and cable applications.
PVDF
PVDF (KynarTM) has a narrower working temperature range than PFA and PTFE and is less chemical resistant (it can in fact be dissolved in polar solvents). It is available in high purity (low metals) grades, but not as high purity as PFA or FEP. It is however very strong with a high impact strength and has excellent resistance to tensile creep. A benefit for biopharma applications is that it is gamma stable and can therefore be sterilized by irradiation. It is widely used in automotive and Li battery applications, and also in semiconductor and biopharma. It is also approved for food use.
ETFE
ETFE (TefzelTM) does not quite have the chemical resistance or the ultra-low metals content of PFA/FEP. It is, however, hard, has high tensile strength and good abrasion resistance. Working temperature range is wide – close to FEP. Traditionally used in wire and cable, a new application of ETFE is in bioprocessing where it’s wide temperature range, combined with gamma stability (for sterilization) makes it uniquely suited for low temperature storage of bulk drug substance.
ECTFE
ECTFE (HalarTM) does not quite have the chemical resistance or the ultra-low metals content of PFA/FEP. Like PVDF, It is very strong with a high impact strength, and has good mechanical properties, and very high surface smoothness. It is virtually transparent. Anti-stick properties are better than PVDF and closer to PFA. It is gamma stable and can therefore be sterilized by irradiation, which is a benefit for biopharma. Its working temperature range is narrower than PFA and FEP.
PCTFE
PCTFE does not quite have the chemical resistance or the ultra-low metals content of PFA/FEP. It is hard and strong and can be formed into transparent sheet. This combined with excellent barrier properties (gas and moisture) makes it ideal for pharma product packaging. It is gamma stable and can therefore be sterilized by irradiation, which is also a benefit for biopharma. Its working temperature range is narrower than PFA and FEP.
NON-MELT PROCESSABLE FLUOROPOLYMERS
Materials below are not injection moldable and not offered by Savillex but shown for comparison purposes.
PTFE
Like PFA, PTFE has a very wide temperature range, excellent lubricity and non-stick properties, and very high chemical resistance. Unlike PFA, PTFE is not melt processable and must be compression molded and/or machined. High purity grades of PTFE resin are not readily available (with the exception of modified PTFE in certain cases), and compression molding techniques are typically less “clean” than injection molding. When PTFE is purchased as rod stock prior to machining into the final part, trace metal purity is essentially unknown. There are many suppliers of PTFE resin, with very widely differing levels of metals content. The machining steps involved in manufacturing PTFE parts can add significant metal contamination. PTFE is widely used in industrial and consumer products. Although PTFE is also widely used in the semiconductor industry, PFA is used for applications where trace metals content is important.
Modified PTFE
Modified PTFE (sometimes referred to as TFM) has lower porosity compared to PTFE. However, porosity is still much higher than injection molded products. Other properties are similar to PTFE. The machining steps involved in manufacturing parts from modified PTFE can add significant metal contamination.
WHAT IS TEFLONTM
TEFLON™
The name TEFLON™ is often used incorrectly when referring to products made from fluoropolymers. For example, it is common to see the terms Teflon bottle, Teflon vial, Teflon cap etc. in scientific literature. In addition, many people assume that TEFLON™ is PFA. In fact, TEFLON™ is a registered trademark of Chemours™ (formerly known as DuPont), and refers to all fluoropolymer resins (PFA, FEP and PTFE) manufactured by Chemours™. A product such as a PFA bottle may only be called a TEFLON™ bottle if it is manufactured from TEFLON™ resin.
NEOFLON™
In a similar way, NEOFLON™ is a trademark of Daikin Industries Ltd. and is the product name for a wide range of fluoropolymer resins manufactured by Daikin. Savillex has supply agreements with both Chemours™ and Daikin, and uses the highest purity resins available from both companies in the manufacture of Savillex products.
REQUEST A QUOTE
HAVE A PART IN MIND YOU'D LIKE QUOTED?
Let's Explore
Need to connect with a technical specialist?
Our Process | PFA Injection Molding
Design & Production Process
Learn More About Our Plastic Injection Molding Process
The plastic injection molding of PFA or FEP resins do not follow the traditional guidelines used for more common thermoplastics such as polyethylene, polypropylene, nylon or even acrylics. Highly engineered resins like PFA and FEP have very unique properties that can make them ideal candidates for more challenging applications. However, significant know-how is required to engineer a part design that is compliant with FEP/PFA resins. Tooling must also be designed with adequate flow paths, appropriate shrink factors, specialized heating and cooling capabilities and constructed of materials that are resistant to corrosive gases. Molding process development is also an important factor in assuring the dimensional consistency and physical properties of the finished part. Savillex will bring its more than forty years of FEP/PFA injection molding knowledge and expertise on your behalf to every new project so that we can exceed your expectations. We look forward to partnering with you on your next development.
Design & Production Process

1. Customer Request for Quotation
The process begins with the customer submitting as much relevant information as possible about the part to be molded. Savillex provides an on-line quotation request form that will help guide the customer though the list of important criteria that gives Savillex engineers a thorough understanding of the customer’s requirements. Even if the customer is only in the conceptual stages of product development, a 2D drawing or 3D solid model is the best way to convey design intent. Other important design features, functional requirements, or critical dimensions should also be highlighted.
2. Initial Design Review
Savillex engineers will review the information and contact the customer within two business days from date submitted. In conversations with the customer, Savillex engineers will try to get a more in-depth understanding of the part’s application specifics and where design constraints may exist. If Savillex engineers see potential opportunities to improve the moldability of the part through product design enhancements, those will be discussed with the customer. Various grades of resin will also be discussed to assist the customer in selecting the material that best fits the application. Depending on part design, additional topics for discussion may involve the need for secondary operations on the part after molding. After a thorough review with the customer and a decision on the acceptability of any design enhancements that have been recommended, the Savillex engineer will take that information and proceed to a budgetary quotation.
3. Budgetary Quote
The budgetary quotation that Savillex provides is a step in the process that allows the customer to see preliminary costs for both parts and tooling. These costs will be a very close approximation to the final but offer the ability for the customer to adjust design specifics, resin or tooling concept to evaluate various costing and lead time scenarios. This step can be very helpful for the customer in determining the best course to follow without having to finalize all design documentation. Savillex will provide the budgetary quotation within three business days after the initial design review has been completed with the customer.
4. Finalized Design and Quotation
Based on the budgetary quotation, the customer has determined that the project is viable and meets their criteria to move forward. The customer prepares all final design documentation, models, specifications, tolerances, etc. and forwards it to Savillex for final review. Upon acceptance Savillex will provide a final quotation to the customer within two business days.
5. Purchase Order and Tooling Design/Construction
Upon receipt of the purchase order from the customer, Savillex will begin with the tooling design. All tool design and construction is performed internally at Savillex so that the maximum benefit of our expertise can be utilized. Regular progress updates are provided to the customer throughout the tooling construction phase. The tooling construction timeframe varies with the complexity of every project but generally tooling will be completed within 6-12 weeks from the receipt of the purchase order.
6. Molding Process Development
When the tooling has been completed and transferred to the molding operations, Savillex engineers will develop a sampling plan based on key dimensional attributes that were reviewed with the customer. Molding process development will begin within one week after the tool has been completed. Molding experimentation will ensue until the key part attributes can be consistently reproduced. At this point the plastic injection molding process is locked down, documented and stored. Part samples are run for “first article inspection.” A comprehensive report is completed and provided to the customer with sample parts for their own analysis.
7. Project Approval
The project is complete when approval is given by the customer. Savillex prepares a documented in-process quality inspection plan to be employed when the parts are released by the customer for full production. Each release for shipment will have agreed upon quality inspection data provided. Parts will be shipped in accordance with instructions provided with each purchase order.
Tool Tranfer Process
REQUEST A QUOTE
HAVE A PART IN MIND YOU'D LIKE QUOTED?
Let's Explore
Need to connect with a technical specialist?
Frequently Asked Questions | Savillex Plastic Injection Molding
FEQUENTLY ASKED QUESTIONS
|
What fluoropolymers can you mold? |
We can injection mold in PFA, FEP, ETFE, PDVF, ECTFE and PCTFE. We can stretch blow mold in PFA, FEP or ETFE. We can also injection mold other polymers. Note that our PFA is intrinsically a self extinguishing plastic (rated UL 94 V-0). |
|
|
Do you machine parts from PTFE? |
No – we only work with thermoplastics (i.e. polymers that can be melt processed). |
|
|
What size of part can you mold? |
We mold custom parts from as small as a few grams up to 2 kg. |
|
|
What CAD file types or image file types can you accept with a quotation request? |
Savillex uses Solid Works however, we accept .pdf, .igs, .step, sldprt, .slddrw |
|
|
Do you only offer injection molding? |
No – in addition to plastic injection molding, we can also stretch blow mold custom products. Our Purillex bottles are manufactured using a stretch blow molding technique we developed for fluoropolymers. |
|
|
What is the minimum production run for a plastic injection molded custom product? |
That depends on the complexity and value of the part. |
|
|
Do I have to pay for the tool up front? |
Normally yes, but in some cases the cost of the tool can be amortized over the first runs of a part. In this case Savillex would require a blanket purchase order. |
|
|
Do you charge for design or consulting? |
No – all consulting and design is included in the price of the tool. |
|
|
Who owns the tool? |
Although the tool is kept at Savillex and maintained by Savillex, the customer owns the tool, and is free to take physical possession of it at any time. |
|
|
What’s the service life of the tool? |
Typically, a tool lifetime will be over 500,000 cycles. |
|
|
Who pays for maintenance of the tool? |
Preventative maintenance and normal wear and tear maintenance is performed by Savillex at no cost through the life of the tool. |
|
|
Do you accept tool transfers? |
Yes, though there is an acceptance process in order to be sure the tool will work with our equipment. |
REQUEST A QUOTE
HAVE A PART IN MIND YOU'D LIKE QUOTED?
Let's Explore
Need to connect with a technical specialist?
Custom Case Studies | Semiconductor PFA and More





Customer Case Studies
A Real-Life Example of the Benefits Savillex Custom Injection Molded Parts Can Provide
Savillex has over 40 years of experience providing custom molded fluoropolymer products to customers in a diverse range of applications - including injection molded parts for aerospace, PFA for ICP-MS sample prep, semiconductor PFA applications, and many more. We make the process seamless; from the initial quotation request through to production of the final product. Learn how we helped these customers find a cost saving solution to their specific application and give us a call to explore how we can help you.
__________________________________________________________________________________________________________________________________________
|
|
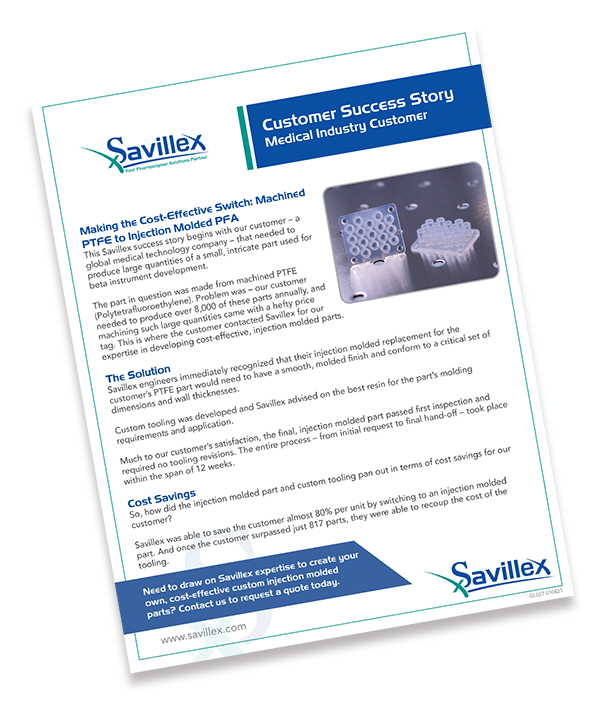
MEDICAL INDUSTRY SUCCESS STORYMaking the Cost-Effective Switch: Machined PTFE to Injection Molded PFA The part in question was made from machined PTFE (Polytetrafluoroethylene). Problem was – our customer needed to produce over 8,000 of these parts annually, and machining such large quantities came with a hefty price tag. Learn More... |
__________________________________________________________________________________________________________________________________________
|
|
HIGH VOLUME PRODUCTION OF CONSUMABLE PARTSStratasys, located in Eden Prairie, Minnesota is a worldwide leader in the development of 3D printers for rapid prototyping and 3D production systems for direct digital manufacturing. The innovative equipment that Stratasys manufactures allows engineers and technologists to develop new products and concepts in a fraction of the time previously experienced. Learn More... |

__________________________________________________________________________________________________________________________________________
|
|
TOOL TRANSFER TO SOLVE PROBLEMRMB Products, located in Fountain, Colorado is a well-known supplier of rotationally molded fluoropolymer tanks and containers for use in the semiconductor, biopharmaceutical and chemical process industries. These vessels are used for storage, mixing and processing of high purity chemistries and biopharmaceutical fluids. Learn More... |

__________________________________________________________________________________________________________________________________________
|
|
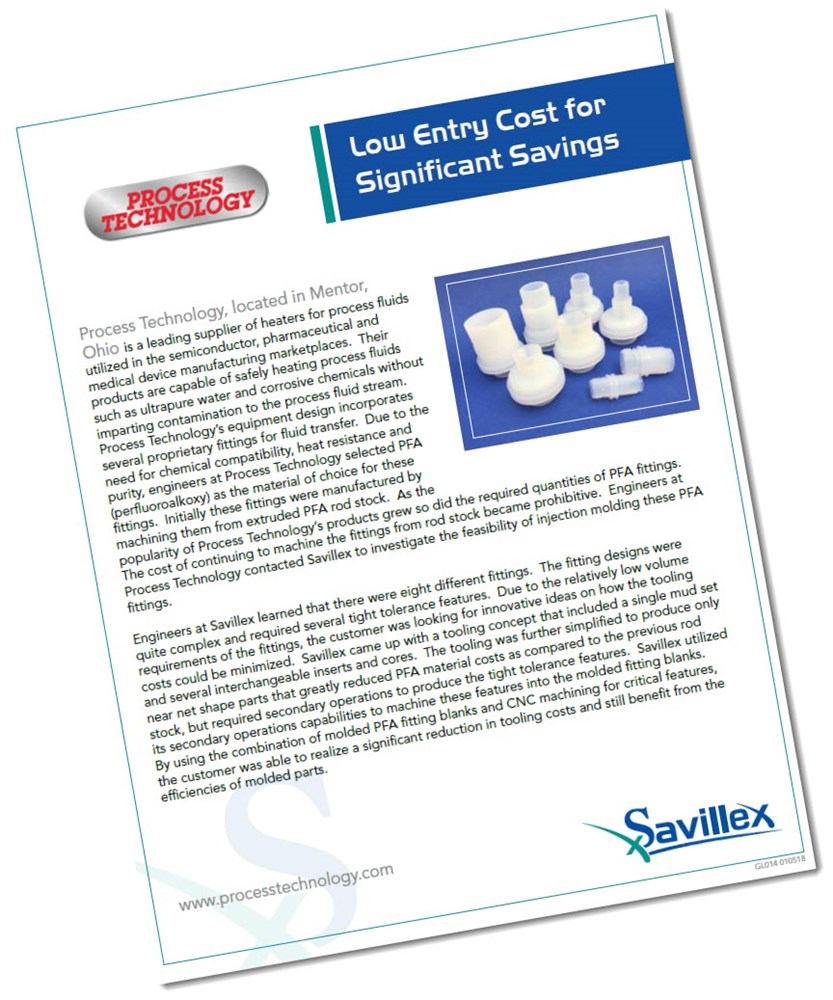
LOW ENTRY COST FOR SIGNIFICANT SAVINGSProcess Technology, located in Mentor, Ohio is a leading supplier of heaters for process fluids utilized in the semiconductor, pharmaceutical and medical device manufacturing marketplaces. Their products are capable of safely heating process fluids such as ultrapure water and corrosive chemicals without imparting contamination to the process fluid stream. Learn More... |
__________________________________________________________________________________________________________________________________________
|
|
TRANSITIONING FROM PTFE TO PFALevitronix GmbH, located in Zurich, Switzerland manufactures innovative pumps for ultrapure fluid handling in the microelectronics, pharmaceutical, biotechnology and chemical processing industries. They had recently developed a new high flow pump that was capable of extremely low particle generation due to its unique design. Learn More... |

__________________________________________________________________________________________________________________________________________
|
|
FLUOROPOLYMERS IN AEROSPACEFluoropolymers have a long history of being used in a range of lab applications, but we believe they can offer numerous benefits to the aerospace industry. Both machined PTFE (Polytetrafluoroethylene) and injection molded PFA (Perfluoroalkoxyalkanes) have been used to a limited extent in creating select plane components. Learn More... |

__________________________________________________________________________________________________________________________________________
|
|
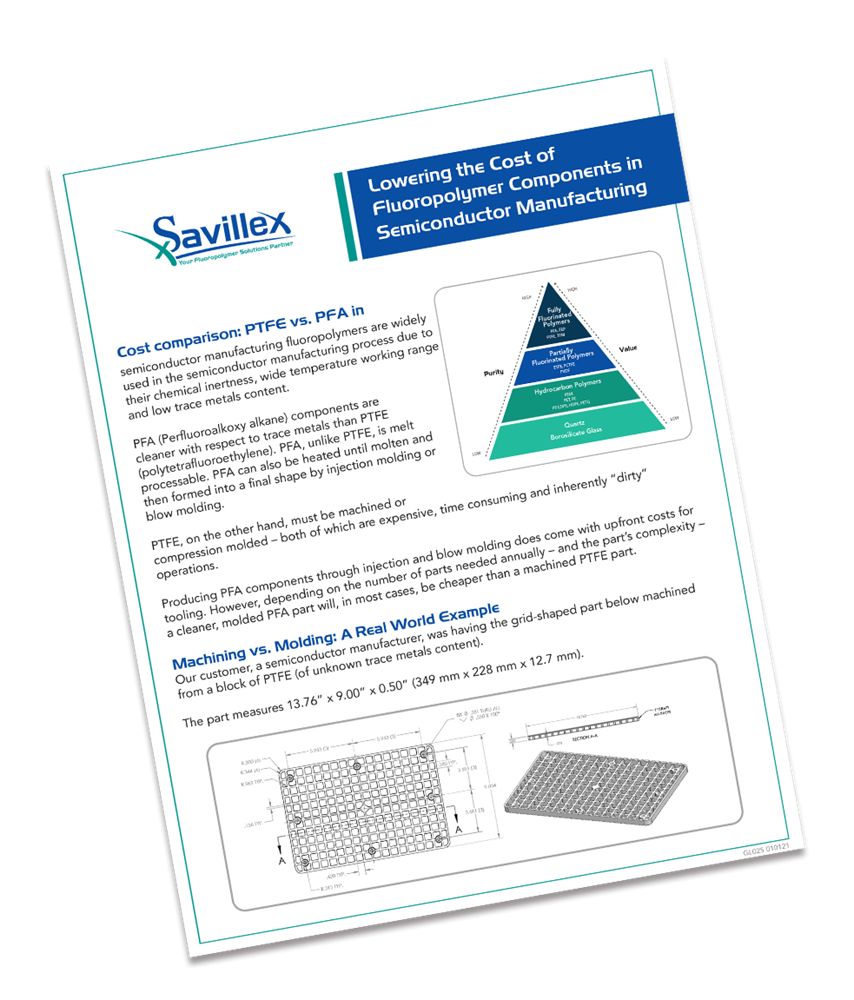
LOWERING THE COST OF FLUOROPOLYMER COMPONENTS IN SEMICONDUCTOR MANUFACTURINGCost comparison: PTFE vs. PFA in semiconductor manufacturing fluoropolymers are widely used in the semiconductor manufacturing process due to their chemical inertness, wide temperature working range and low trace metals content. Learn More... |
__________________________________________________________________________________________________________________________________________
|
|
COLD FORMING TECHNIQUE FOR REUSEABLE DIGESTION TUBE LINERBased in Niagara Falls, Ontario, Canada, ColdBlock Technologies has developed an innovative product that performs sample digestion for trace metals analysis with significant speed, safety, and cost improvements over existing technologies. Rather than the “traditional” method that involves heating digestion tubes in graphite blocks with conducted heat, ColdBlock employs focused short wave infrared radiation (FSWIR) to heat sample solutions. Learn More.. |

REQUEST A QUOTE
HAVE A PART IN MIND YOU'D LIKE QUOTED?
Let's Explore
Need to connect with a technical specialist?
Request a Quote
 REQUEST A QUOTE
REQUEST A QUOTE
Do you have a part in mind that you would like quoted?
Please tell us more about your part by submitting this form and we will get back to you shortly.
You can also call 952.935.4100 to talk to one of our custom services specialists.